


Material
| Körper | Stahl |
| Fertig | Verzinkt |
| Dorn | Stahl |
| Fertig | Verzinkt |
| Kopftyp | Kuppel, CSK, großer Flansch |
Spezifikation
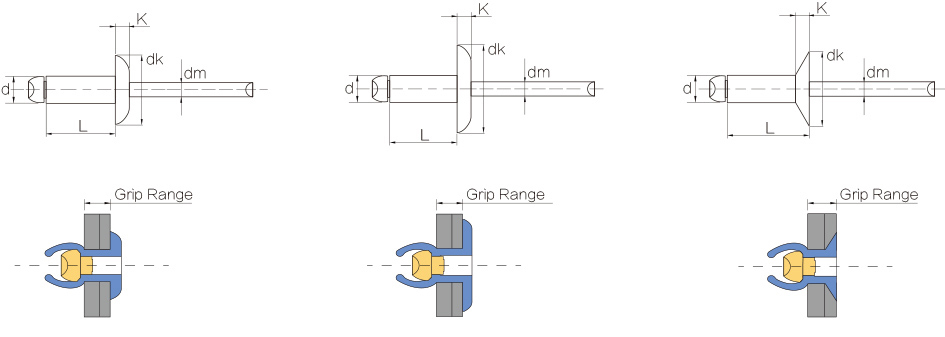
| D1 NOM. | BOHRER NR. & Lochgröße | ART.CODE | GRIFFBEREICH | L(MAX) | D NOM. | K max. | P MINDEST. | SCHEREN LBS | ZUG LBS | ||
| ZOLL | MM | ZOLL | MM | ||||||||
| 3/32" 2,4 mm | #41 2,5-2,6 | SS32 | 0,020-0,125 | 0,5-3,2 | 0,250 | 6.4 | 0,188" 4.8 | 0,032" 0,81 | 1,00" 25.4 | 130 580N | 170 760N |
| SS34 | 0,126-0,250 | 3.2-6.4 | 0,375 | 9.5 | |||||||
| SS36 | 0,251-0,375 | 6.4-9.5 | 0,500 | 12.7 | |||||||
| 1/8" 3,2 mm | #30 3.3-3.4 | SS41 | 0,020-0,062 | 0,5-1,6 | 0,212 | 5.4 | 0,250" 6.4 | 0,040" 1.02 | 1,06" 27 | 260 1160N | 310 1380N |
| SS42 | 0,063-0,125 | 1.6-3.2 | 0,275 | 7.0 | |||||||
| SS43 | 0,126-0,187 | 3.2-4.8 | 0,337 | 8.6 | |||||||
| SS44 | 0,188-0,250 | 4.8-6.4 | 0,400 | 10.2 | |||||||
| SS45 | 0,251-0,312 | 6.4-7.9 | 0,462 | 11.7 | |||||||
| SS46 | 0,313-0,375 | 7,9-9,5 | 0,525 | 13.3 | |||||||
| SS48 | 0,376-0,500 | 9.5-12.7 | 0,650 | 16.5 | |||||||
| SS410 | 0,501-0,625 | 12.7-15.9 | 0,775 | 19.7 | |||||||
| 5/32" 4,0 mm | #20 4.1-4.2 | SS52 | 0,020-0,125 | 0,5-3,2 | 0,300 | 7.6 | 0,312" 7.9 | 0,050" 1.27 | 1,06" 27 | 370 1650N | 470 2100N |
| SS53 | 0,126-0,187 | 3.2-4.8 | 0,362 | 9.2 | |||||||
| SS54 | 0,188-0,250 | 4.8-6.4 | 0,425 | 10.8 | |||||||
| SS56 | 0,251-0,375 | 6.4-9.5 | 0,550 | 14.0 | |||||||
| SS58 | 0,376-0,500 | 9.5-12.7 | 0,675 | 17.1 | |||||||
| SS510 | 0,501-0,625 | 12.7-15.9 | 0,800 | 20.3 | |||||||
| SS516 | 0,876-1,000 | 22.2-25.4 | 1.175 | 29.8 | |||||||
| 3/16" 4,8 mm | #11 4,9-5,0 | SS62 | 0,020-0,125 | 0,5-3,2 | 0,325 | 8.3 | 0,375" 9.5 | 0,060" 1.52 | 1,06" 27 | 540 2400 N | 680 3030N |
| SS63 | 0,126-0,187 | 3.2-4.8 | 0,387 | 9.8 | |||||||
| SS64 | 0,188-0,250 | 4.8-6.4 | 0,450 | 11.4 | |||||||
| SS66 | 0,251-0,375 | 6.4-9.5 | 0,575 | 14.6 | |||||||
| SS68 | 0,376-0,500 | 9.5-12.7 | 0,700 | 17.8 | |||||||
| SS610 | 0,501-0,625 | 12.7-15.9 | 0,825 | 21.0 | |||||||
| SS612 | 0,626-0,0750 | 15.9-19.1 | 0,950 | 24.1 | |||||||
| SS614 | 0,751–0,875 | 19.1-22.2 | 1.075 | 27.3 | |||||||
| SS616 | 0,876-1,000 | 22.2-25.4 | 1.200 | 30.5 | |||||||
| SS618 | 1.001-1.125 | 25.4-28.6 | 1.325 | 33.7 | |||||||
| SS620 | 1.126-1.250 | 28.6-31.8 | 1.450 | 36.8 | |||||||
| 1/4" 6,4 mm | F 6.5-6.6 | SS82 | 0,020-0,125 | 0,5-3,2 | 0,375 | 9.5 | 0,500" 12.7 | 0,080" 2.03 | 1,25" 32 | 1000 4450N | 1240 5520N |
| SS84 | 0,126-0,250 | 3.2-6.4 | 0,500 | 12.7 | |||||||
| SS86 | 0,251-0,375 | 6.4-9.5 | 0,625 | 15.9 | |||||||
| SS88 | 0,376-0,500 | 9.5-12.7 | 0,750 | 19.1 | |||||||
| SS810 | 0,501-0,625 | 12.7-15.9 | 0,875 | 22.2 | |||||||
| SS812 | 0,626-0,750 | 15.9-19.1 | 1.000 | 25.4 | |||||||
| SS814 | 0,751–0,875 | 19.1-22.2 | 1.125 | 28.6 | |||||||
| SS816 | 0,876-1,000 | 22.2-25.4 | 1.250 | 31.8 | |||||||
| SS818 | 1.001-1.125 | 25.4-28.6 | 1.375 | 34.9 | |||||||
Anwendung
Stahl-Blindniete mit offenem Ende sind nicht nur einfach zu bedienen, hocheffizient, geräuscharm, können die Arbeitsintensität und andere Eigenschaften reduzieren, sondern auch die Dichtheit der Verbindungen.Stahlnieten können in Hohlkopfnieten, Senknieten und Großflanschnieten unterteilt werden.Die Zug- und Scherfestigkeit der Stahlblindniete ist viel höher als bei Standard-Aluminiumnieten.Es ist in der Industrie weit verbreitet und kann die Anforderungen hochfester Anforderungen erfüllen.
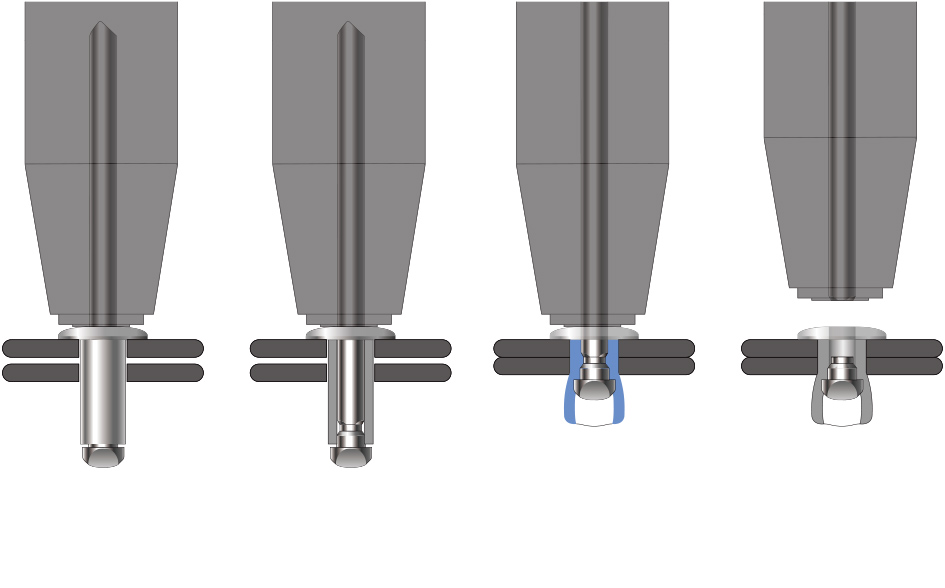
Die Probleme und Gründe bei der Verwendung des Popniets:
4. Der Blindniet wird durchgezogen: Der Nietdorn wird vollständig aus dem Niet herausgezogen und der Dorn ist gebrochen.Lassen Sie nach dem Nieten leere Löcher in der Niete.
Die Gründe für das Durchziehen sind: zu viel Nietdornspannung;kleiner Durchmesser der Dornkappen;weiche Nietmaterialien;Die Oberfläche des Innenlochs ist zu geschmiert.
5. Sprungkopf oder Trommel unzureichend: Beim Nietenziehen springt der Nietkern vollständig heraus oder der Niet quillt nicht auf.
Die Gründe für dieses Phänomen sind: Die Zugkraftkontrolle ist zu gering, wenn der Nagelkern hergestellt wird;der Nietkörper ist hoch (ungleichmäßiges Glühen);
6. Entspannen nach dem Nieten: Nach dem Nieten liegt der Nietkörper lose in der Werkstückbohrung.






